
 Search Here
Search Here
MISC
Parts List
Robot Forum
Chat
Member Pages
Axon MCU
Robot Books
Shop
Contact
SKILLS
How To Build
A Robot
Tutorial
Calculators
Mechanics
Programming
Miscellaneous
Robots
Space
HARDWARE
Actuators
Batteries
Electronics
Materials
Microcontrollers
Sensors
SCIENCE
Robot Journals
Robot Theory
Conferences
- the equipment is too expensive
- too difficult to learn
- your parts are really small
- your parts are made out of aluminum
- you cannot get a permit to use it where you want
- potentially very dangerous

|
Have you ever wanted to weld parts on your robot, but couldnt because:
This is where brazing excels. Brazing is significantly cheaper, much safer, can do aluminum much easier, tiny parts no problem, equipment is much smaller, and best of all brazing is much simpler to learn!
Brazing is performed at relatively low temperatures, reducing the possibility of warping, overheating or melting the metals being joined.
Brazing is ideally suited to the joining of dissimilar metals. You can easily join assemblies that combine ferrous with nonferrous metals, and metals with widely varying melting points.
Brazed joints are strong. On non-ferrous metals and steels, the tensile strength of a properly made joint will often exceed that of the metals joined.
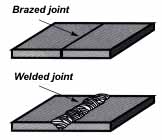
Welding joins metals by melting and fusing them together, usually with the addition of a welding filler metal.
In order to fuse the metals, concentrated high temperature heat is applied directly to the joint area.
This localized, pinpointed high heat is required in order to melt the base metals (the metals being joined) and the filler metals as well.
Therefore welding temperatures start at the melting point of the base metals. Because welding heat is intense,
it is impractical to apply it uniformly over a broad area.
These high temperatures can cause problems, such as possible distortion and warping of the base metals or stresses around the weld area.
But in brazing you do not need to melt the base metals to join them. It doesn't matter if they have widely different melting points.
You can braze steel to copper as easily as steel to steel.
Welding is usually more suited to the joining of large assemblies than brazing. Why? Because in brazing the heat must be applied to a broad area,
often to the entire assembly. If the assembly is a large one, it's often hard to heat it to the flow point of the filler metal as the
heat tends to dessipate faster than you build it up.
What are other advantages of brazing over welding?
Brazing has better joint appearance. With minimal experience one can create professional looking joints.
There is seldom any need for grinding, filing, or mechanical finishing after a joint is completed.
Speaking of which, brazing is much easier for beginners to learn than welding. I suck at welding, but even my
first attempt at brazing was perfect. Best of all for robots, you can make tiny parts without worry.
For thin workpieces (e.g., sheet metal or thin-walled pipe) brazing is less likely to result in burn-through. I have
easily brazed .005" sheets of steel together in seconds with zero warping.
Brazing also offers two other benefits that no other method (except welding) could offer.
The first is good high strength water proof seals. Making a robot sub, perhaps?
The second is strong metal-to-metal joints.
Mechanically-fastened joints (threaded, staked, riveted, etc.) generally don't compare to brazed
joints in strength, resistance to shock and vibration, or water-tightness. Have you ever had a screw slowly
unscrew itself on a robot mechanism? Brazing could quickly fix that problem.
Just like any other manufacturing method, you must be clever to figure out if it is the best method to employ.
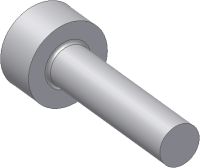
For example, let me tell you about a 1" cam follower I once made for a robot. This is what the follower
needed to look like:
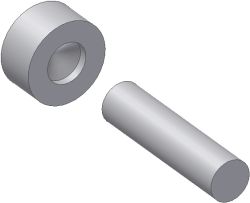
Fortunately for me, when I had to build the next prototype, I thought of brazing. Instead of making the
cam follower out of a solid cylinder, why not join two seperate parts? Now that I can simply buy two cylinders
with the exact diameter I needed, the lathe was no longer necessary. And since brazing can join two different metals,
I could use steel for the cam follower head, yet still use aluminum for the cam follower shaft. All I had to do
was bandsaw and face the 20 different cylinder parts (done together, an hour of work), drill a small hole in each to help align
the parts, then braze them together - a much simpler process than using a lathe.
This is what the two parts looked like:
The rule of thumb: if your part requires cutting away large amounts of material to manufacture, consider using
multiple simple parts brazed together. Creating a complex solid part from separate parts is easier than creating
a complex solid part from one single machined block. As a bonus, I also got to use two different metals -
making use of the advantages of each, without suffering from the disadvantages. I used the light weight easy
to machine aluminum except where I needed the wear resistant properties of steel.
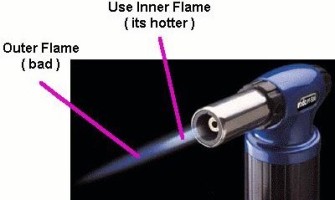
The first and most obvious
item you would need is a brazing torch. I personally recommend the cheap $15 handheld
types. Don't forget to only use the inner flame! I used McMaster #75195A16.
The next item is butane fuel.
The third item you will need is the filler material, a brazing rod.
I used McMaster #7676A4. This is the metal that melts and joins
your two parts. There are many types of brazing rods, made out of various alloys. Find the type that is best
for your particular application. Also, the type that has silver in it is better due to a lower melting point,
but obviously will cost more. Expect to spend around $15 for a roll of brazing rods. Don't forget - cadmium in these
rods emit poisonous fumes potent enough to vegetize even the cutest of kittens.
Go to mcmaster.com and do a search for 'silver brazing alloy' and a whole bunch should show up on the right.
The last main item you will need to buy is brazing flux.
I used McMaster #7693A2. An $8 half pound jar is way more than enough.
Again, they have many types so find the type best for your application.
Now for safety items . . .
The brazing flame can emit evil infrared and UV rays that zap you blind. Fortunately it is not like welding.
You do not need a big clunky helmet thingy that makes everything impossible to see. Instead, you can get away
with simple sunglasses rated for UV protection. You can also buy some really ultra-cool welding goggles like
these (rated as a 3 or 4 lens shade number) for like $8:
I swear I look like a comic book action hero wearing these things . . .
The last item you will need is a $15 pair of leather heat resistant gloves.
What is brazing?
Brazing is the joining of metals through the use of heat and a filler metal - one whose melting
temperature is above 840�F(450�C) but below the melting point of the metals being joined. You
simply join two heated (but not melted) metals by melting a third metal as a 'glue.'
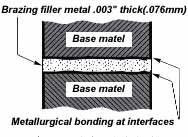
How Brazing Works
Brazing works by creating a metallurgical bond between the filler metal and the surfaces of the two metals being joined.
The principle by which the filler metal is drawn through the joint to create this bond is capillary action.
In a brazing operation, you apply heat broadly to the base metals. The filler metal is then brought into contact with the heated parts.
It is melted instantly by the heat in the base metals and drawn by capillary action completely through the joint.

Brazing vs Welding
Brazing is not an inferior version of welding. After all, silver brazing is the customary method
of joining high-reliability, controlled-strength corrosion-resistant piping such as a nuclear submarine's seawater coolant pipes.
When Would I Need Brazing?
When making any robot part, you should consider the many ways that part can be made.
Multiple methods may work, but some just may be way faster and/or cheaper. Brazing should
be another method added to your arsenal of ways to manufacture a robot part.
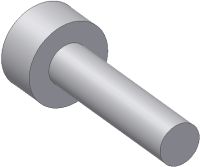
The cam would ride against the left large diameter side of the part, while the long shaft would slide
in and out of a hole. The method I chose to make it was using a lathe.
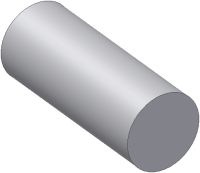
I took a single rod piece and slowly cut away the unneeded
material to get that shape. This is what the original rod looked like before being cut, for comparison:
Although the manufacturing method worked and I made my parts successfully, there were three serious problems I had. The first is that using a lathe
for tiny precision parts is difficult and time consuming. The second is that I really wanted to use steel so the follower
top wouldn't wear away under a steel cam, but cutting steel takes forever and it weighs much more - leaving me to no choice but to use aluminum.
The last issue was that I had to make 10 of these such cams (hint: mass production methods better).
And what they looked like assembled and brazed:
Brazing Equipment
Total cost of all equipment you would need comes out to around ~$60 (all can be bought from mcmaster.com).
More brazing equipment can be found in the ad links at the top right of this page.


A single $3 butane gas can will supply you 2+ hours of burn time. I used McMaster #7694A5.



You will probably be working with small parts, so get the type that gives you
the best possible finger articulation. I bought the dear skin type because its thin
and soft (good for my stuff, but not for tough jobs).



Society of Robots copyright 2005-2014